Modular & Automated Systems
Our infrastructure features flexible and scalable equipment capable of adapting to a wide range of chemical processes without compromising safety or efficiency. Each production unit is engineered to support varying batch sizes and formulations, enabling smooth transitions between research, pilot-scale, and commercial operations.
Through advanced automation, precision controls, and real-time monitoring, Hemshoolin ensures consistent product quality and optimized performance across every process. This adaptability allows us to meet diverse client needs, drive innovation, and maintain the highest standards of operational safety, environmental compliance, and productivity.
Key Equipment
Flow Reactor-Based Continuous Processing
Continuous processing for precise control, enhanced safety, and consistent product quality.
Fixed-Bed Hydrogenation Units
Closed-system catalytic hydrogenation ensuring high selectivity and safe hydrogen handling.
Melt Crystallization Systems
High-purity crystallization using solvent-free or low-solvent purification methods.
Continuous Short-Path Distillation:
Low-temperature, high-vacuum distillation ideal for heat-sensitive and high-boiling compounds.
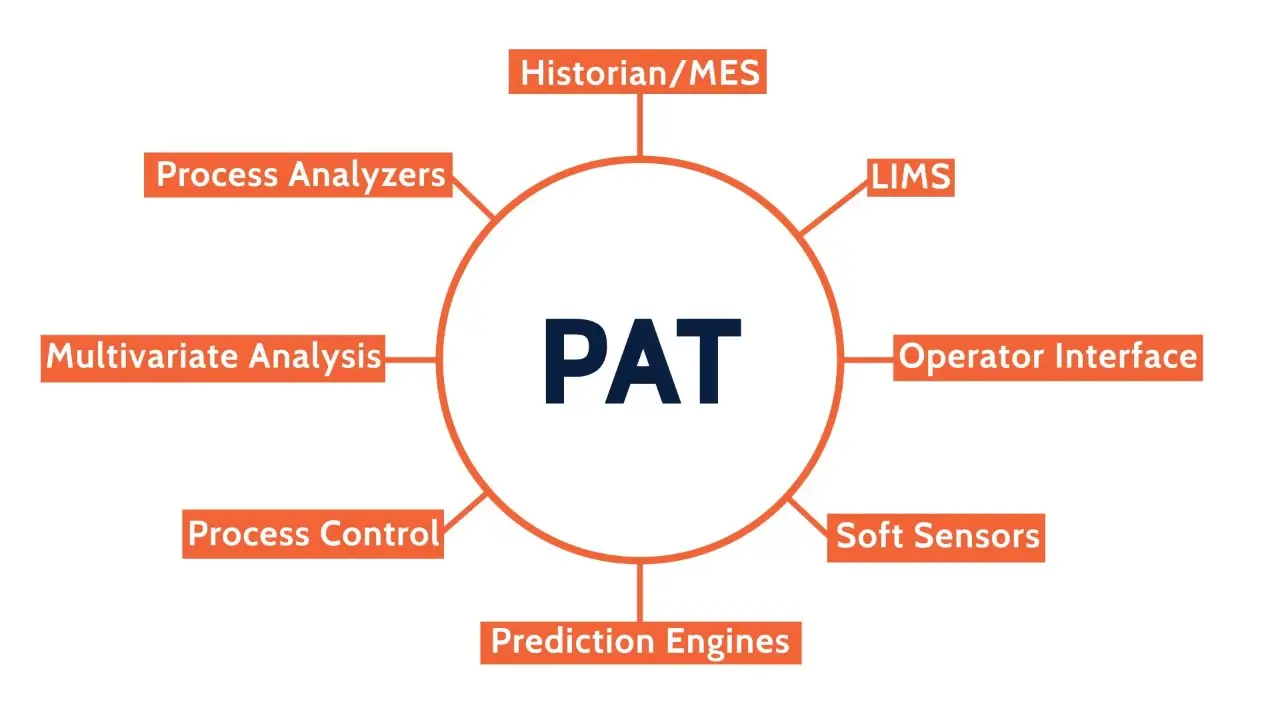
PAT Integration
Process Analytical Technology enables real-time monitoring of reactions, ensuring consistent quality and early detection of deviations

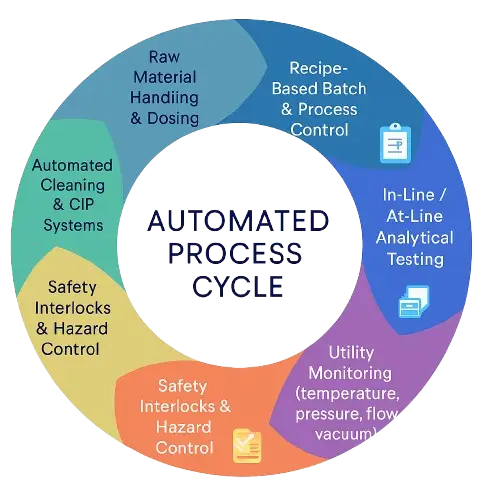
Automation & Digital Control

Safety
Reduced risk through automated control and contained processes

Precision
Consistent product quality across all batches